- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

ການວິເຄາະຂອງ "Deadband"ໃນວາວຄວບຄຸມ
2022-09-25
Deadbands ເປັນສາເຫດຕົ້ນຕໍຂອງການ deviations ໃນຂະບວນການຂະຫນາດໃຫຍ່. ປ່ຽງຄວບຄຸມແມ່ນແຫຼ່ງທີ່ສໍາຄັນຂອງ deadband ໃນວົງແຫວນຂອງເຄື່ອງມືສໍາລັບເຫດຜົນຕ່າງໆເຊັ່ນ: ຄວາມຂັດແຍ້ງ, ການເດີນທາງທາງອາກາດ, ການບິດຂອງ spool, deadband ໃນເຄື່ອງຂະຫຍາຍສຽງຫຼື slidevalves.
Deadbandis ເປັນປະກົດການທົ່ວໄປແລະຫມາຍເຖິງຂອບເຂດຫຼືຄວາມກວ້າງຂອງຄ່າ controlleroutput ທີ່ບໍ່ອະນຸຍາດໃຫ້ຕົວແປຂະບວນການທີ່ຢູ່ພາຍໃຕ້ການທົດສອບທີ່ຈະປ່ຽນໃນເວລາທີ່ສັນຍານ input ປ່ຽນທິດທາງ. ເມື່ອມີການລົບກວນການໂຫຼດເກີດຂຶ້ນ, ຕົວແປທີ່ປະມວນຜົນໄດ້ deviates ຈາກຈຸດທີ່ກໍານົດໄວ້. ນີ້ deviation ishen ຖືກແກ້ໄຂໂດຍການປະຕິບັດການແກ້ໄຂທີ່ສ້າງຂຶ້ນໂດຍຕົວຄວບຄຸມແລະກັບຄືນສູ່ຂະບວນການ. ຢ່າງໃດກໍ່ຕາມ, ການປ່ຽນແປງເບື້ອງຕົ້ນໃນຜົນຜະລິດຂອງຕົວຄວບຄຸມອາດຈະບໍ່ເຮັດໃຫ້ເກີດການປ່ຽນແປງການແກ້ໄຂທີ່ສອດຄ້ອງກັນໃນຕົວແປຂອງຂະບວນການ. ການປ່ຽນແປງໃນຕົວແປຂະບວນການທີ່ສອດຄ້ອງກັນຈະເກີດຂື້ນພຽງແຕ່ຖ້າຕົວຄວບຄຸມປ່ຽນຜົນຜະລິດໃນຈໍານວນຂະຫນາດໃຫຍ່ພຽງພໍທີ່ຈະເອົາຊະນະການປ່ຽນແປງຂອງແຖບຕາຍ.
ຖ້າຜົນຜະລິດຂອງຕົວຄວບຄຸມປ່ຽນທິດທາງ, ສັນຍານຄວບຄຸມຕ້ອງເອົາຊະນະເສັ້ນຕາຍເພື່ອຜະລິດການປ່ຽນແປງທີ່ປ່ຽນແປງໃນຂະບວນການ. ການມີແຖບຕາຍໃນຂະບວນການຫມາຍຄວາມວ່າຜົນຜະລິດຂອງຕົວຄວບຄຸມຕ້ອງເພີ່ມຂຶ້ນເປັນຈໍານວນຂະຫນາດໃຫຍ່ພຽງພໍທີ່ຈະເອົາຊະນະແຖບຕາຍ. ແລະພຽງແຕ່ຫຼັງຈາກນັ້ນການດໍາເນີນການແກ້ໄຂຈະເກີດຂຶ້ນ.
â ສາເຫດຂອງເສັ້ນຕາຍ
ມີຫຼາຍສາເຫດຂອງ deadbands, ແຕ່ friction ແລະການເດີນທາງທາງອາກາດໃນວາວຄວບຄຸມ, ການບິດຂອງ spindle ຂອງປ່ຽງ rotary ແລະ deadbands ໃນເຄື່ອງຂະຫຍາຍສຽງແມ່ນເປັນບາງຮູບແບບທົ່ວໄປ. ເນື່ອງຈາກການດໍາເນີນການຄວບຄຸມ modulating ຫຼາຍທີ່ສຸດແມ່ນປະກອບດ້ວຍການປ່ຽນແປງສັນຍານຂະຫນາດນ້ອຍ (1% ຫຼືຫນ້ອຍ), ປ່ຽງຄວບຄຸມທີ່ມີແຖບຕາຍຂະຫນາດໃຫຍ່ອາດຈະບໍ່ຕອບສະຫນອງກັບການປ່ຽນແປງສັນຍານຂະຫນາດນ້ອຍຫຼາຍທັງຫມົດ. ປ່ຽງທີ່ຜະລິດໄດ້ດີຄວນຈະສາມາດຕອບສະຫນອງສັນຍານຂອງ 1% ຫຼືຫນ້ອຍລົງເພື່ອຫຼຸດຜ່ອນລະດັບຂອງຂະບວນການ deviation ໄດ້. ຢ່າງໃດກໍ່ຕາມ, ມັນບໍ່ແມ່ນເລື່ອງແປກທີ່ວາວທີ່ມີເສັ້ນຕາຍຂອງ 5% orgreater. ໃນການກວດສອບພືດທີ່ຜ່ານມາ, 30% ຂອງປ່ຽງໄດ້ຖືກພົບເຫັນວ່າມີຫຼາຍກ່ວາ 4% deadband. ໃນໄລຍະ 65% ຂອງການຄວບຄຸມ loops ການກວດສອບມີ deadbands ຫຼາຍກ່ວາ 2%.
● ຜົນກະທົບຂອງ deadbands
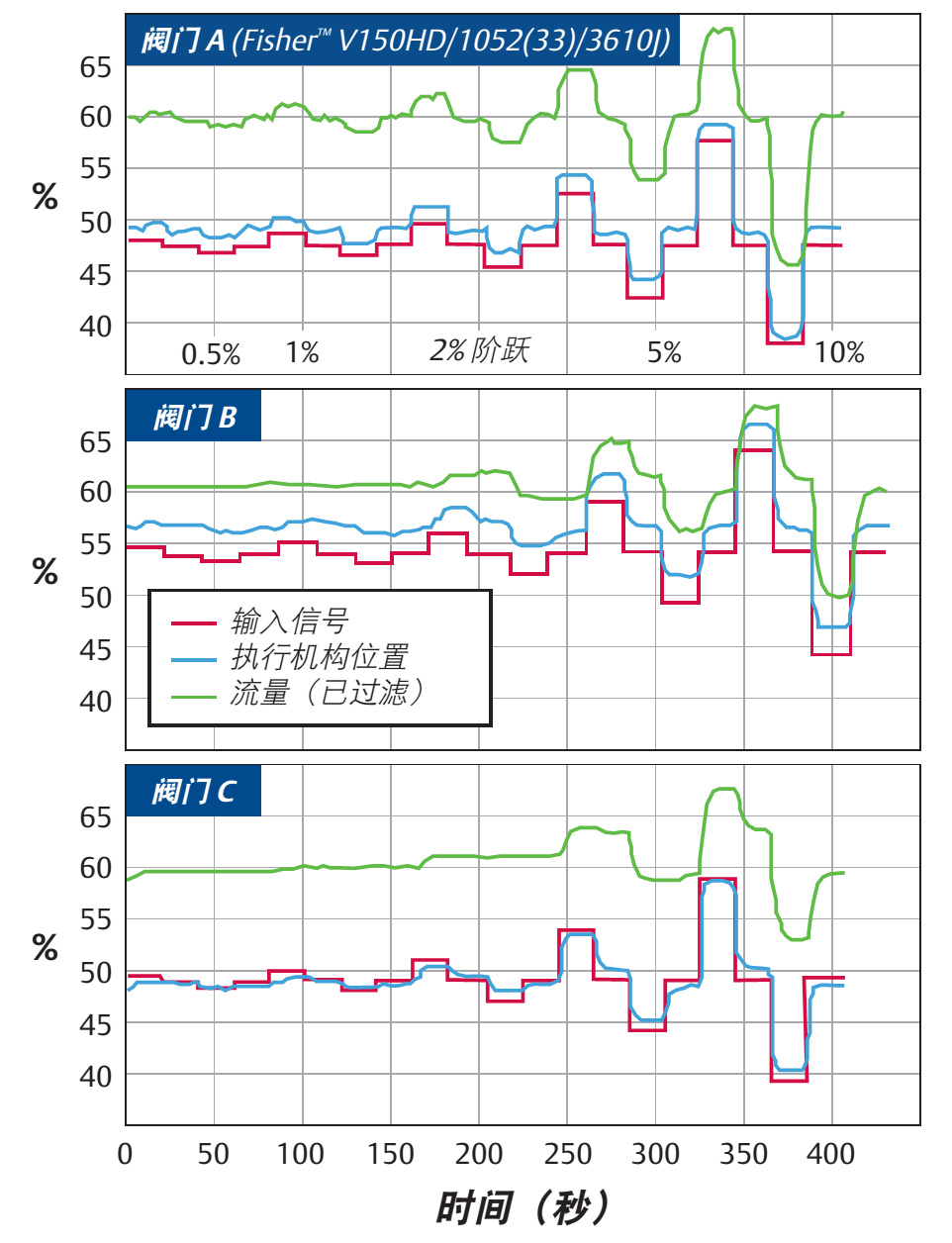
ເສັ້ນສະແດງນີ້ສະແດງເຖິງການທົດສອບ loop ເປີດຂອງສາມປ່ຽງຄວບຄຸມທີ່ແຕກຕ່າງກັນພາຍໃຕ້ເງື່ອນໄຂຂະບວນການປົກກະຕິ. ປ່ຽງເຫຼົ່ານີ້ໄດ້ຮັບລະດັບການປ້ອນຂໍ້ມູນຂັ້ນຕອນຈາກ 0.5% ຫາ 10%. ການທົດສອບຂັ້ນຕອນພາຍໃຕ້ເງື່ອນໄຂຂອງນ້ໍາແມ່ນມີຄວາມຈໍາເປັນເພາະວ່າເງື່ອນໄຂເຫຼົ່ານີ້ອະນຸຍາດໃຫ້ການປະຕິບັດການປະກອບປ່ຽງຄວບຄຸມທັງຫມົດໄດ້ຮັບການປະເມີນ, ແທນທີ່ຈະພຽງແຕ່ຕົວກະຕຸ້ນວາວເຊັ່ນດຽວກັນກັບກໍລະນີທີ່ມີການທົດສອບມາດຕະຖານຫຼາຍທີ່ສຸດ.
● ການທົດສອບປະສິດທິພາບ
ບາງການທົດສອບປະສິດທິພາບຂອງປ່ຽງຄວບຄຸມແມ່ນຈໍາກັດເພື່ອປຽບທຽບສັນຍານຂາເຂົ້າກັບເສັ້ນເລືອດຕັນໃນຂອງ pushrod ຕົວກະຕຸ້ນ. ນີ້ເຮັດໃຫ້ເຂົ້າໃຈຜິດຍ້ອນວ່າມັນບໍ່ສົນໃຈການປະຕິບັດຂອງປ່ຽງຕົວມັນເອງ.
ສິ່ງທີ່ ສຳ ຄັນແມ່ນການວັດແທກການປະຕິບັດການເຄື່ອນທີ່ຂອງປ່ຽງພາຍໃຕ້ສະພາບຂອງແຫຼວເພື່ອໃຫ້ການປ່ຽນແປງຂອງຕົວແປສາມາດປຽບທຽບກັບການປ່ຽນແປງຂອງສັນຍານເຂົ້າກັບວາວ. ຖ້າຫາກວ່າພຽງແຕ່ລໍາຕົ້ນຂອງວາວຕອບສະຫນອງຕໍ່ການປ່ຽນແປງຂອງ inputsignal ປ່ຽງ, ຫຼັງຈາກນັ້ນ, ການທົດສອບນີ້ແມ່ນມີຄວາມກ່ຽວຂ້ອງພຽງເລັກນ້ອຍເນື່ອງຈາກວ່າບໍ່ມີການແກ້ໄຂ deviations ສໍາລັບຂະບວນການໂດຍບໍ່ມີການມີການປ່ຽນແປງທີ່ສອດຄ້ອງກັນໃນຕົວແປການຄວບຄຸມ.
ໃນທັງສາມວາວທົດສອບການເຄື່ອນໄຫວຂອງ rod ຍູ້ຂອງ theactuator ຕອບສະຫນອງດີກັບການປ່ຽນແປງໃນສັນຍານເຂົ້າ. ໃນທາງກົງກັນຂ້າມ, ປ່ຽງມີຄວາມແຕກຕ່າງກັນຢ່າງຫຼວງຫຼາຍໃນຄວາມສາມາດໃນການປ່ຽນແປງການຕອບສະຫນອງອັດຕາການໄຫຼກັບການປ່ຽນແປງຂອງສັນຍານຂາເຂົ້າ.
Valve A, ຕົວແປຂະບວນການ (ອັດຕາການໄຫຼ) ຕອບສະຫນອງດີ toan input signal ເປັນຂະຫນາດນ້ອຍເປັນ 0.5%.
ວາວ B, ຮຽກຮ້ອງໃຫ້ມີການປ່ຽນແປງສັນຍານຂາເຂົ້າຫຼາຍກ່ວາ 5% ກ່ອນທີ່ມັນຈະເລີ່ມຕອບສະຫນອງດີຕໍ່ແຕ່ລະຂັ້ນຕອນສັນຍານຂາເຂົ້າ.
Valve C, ຮ້າຍແຮງກວ່າເກົ່າ, ຮຽກຮ້ອງໃຫ້ມີການປ່ຽນແປງສັນຍານທີ່ສູງກວ່າ 10% ກ່ອນທີ່ມັນຈະເລີ່ມຕອບສະຫນອງດີຕໍ່ແຕ່ລະຂັ້ນຕອນສັນຍານຂາເຂົ້າ.
ໂດຍລວມແລ້ວ, ຄວາມສາມາດຂອງປ່ຽງ B ຫຼື C ເພື່ອປັບປຸງການບ່ຽງເບນຂອງຂະບວນການແມ່ນບໍ່ດີຫຼາຍ.
● Friction
Friction ເປັນສາເຫດສໍາຄັນຂອງ deadbands ໃນປ່ຽງຄວບຄຸມ. ປ່ຽງ rotary ແມ່ນມີຄວາມອ່ອນໄຫວຫຼາຍຕໍ່ friction ທີ່ເກີດຈາກການໂຫຼດບ່ອນນັ່ງສູງທີ່ຕ້ອງການສໍາລັບການປະທັບຕາ. ສໍາລັບບາງປະເພດປະທັບຕາ, ການໂຫຼດບ່ອນນັ່ງສູງແມ່ນມີຄວາມຈໍາເປັນເພື່ອໃຫ້ໄດ້ຄະແນນປິດ. ເນື່ອງຈາກກໍາລັງ frictional ສູງແລະຄວາມເຄັ່ງຕຶງຂອງຂັບຕ່ໍາ, ປ່ຽງ shafttwists ແລະບໍ່ສາມາດສົ່ງການເຄື່ອນໄຫວໄປຫາອົງປະກອບຄວບຄຸມ. ດັ່ງນັ້ນ, ປ່ຽງ rotary ທີ່ຖືກອອກແບບບໍ່ດີອາດຈະສະແດງໃຫ້ເຫັນເຖິງເສັ້ນຕາຍຂະຫນາດໃຫຍ່ເຊິ່ງມີອິດທິພົນຢ່າງຈະແຈ້ງກ່ຽວກັບລະດັບຄວາມບ່ຽງເບນຂອງຂະບວນການ.
ຜູ້ຜະລິດປົກກະຕິແລ້ວ lubricate ປະທັບຕາຂອງ rotaryvalves ໃນລະຫວ່າງການຂະບວນການຜະລິດ, ແຕ່ຫຼັງຈາກພຽງແຕ່ສອງສາມຮ້ອຍຮອບ, ຊັ້ນ lubrication ໄດ້ຫມົດໄປ. ນອກຈາກນັ້ນ, ການໂຫຼດທີ່ເຮັດໃຫ້ເກີດຄວາມກົດດັນຍັງສາມາດເຮັດໃຫ້ເກີດການສວມໃສ່ຂອງປະທັບຕາ. ຜົນໄດ້ຮັບແມ່ນວ່າສໍາລັບບາງປະເພດວາວ, friction ຂອງປ່ຽງອາດຈະເພີ່ມຂຶ້ນ 400% ຫຼືຫຼາຍກວ່ານັ້ນ. ນີ້ເຮັດໃຫ້ມັນຊັດເຈນວ່າບົດສະຫຼຸບທີ່ແຕ້ມກ່ຽວກັບການປະຕິບັດໂດຍການນໍາໃຊ້ຂໍ້ມູນຈາກປະເພດມາດຕະຖານເພື່ອປະເມີນປ່ຽງກ່ອນທີ່ແຮງບິດຈະສະຖຽນລະພາບແມ່ນຄວາມເຂົ້າໃຈຜິດ. ວາວ B ແລະ C ສະແດງໃຫ້ເຫັນວ່າປັດໃຈແຮງບິດແຮງບິດທີ່ສູງຂຶ້ນເຫຼົ່ານີ້ສາມາດມີຜົນກະທົບອັນຮ້າຍແຮງຕໍ່ການປະຕິບັດຂອງວາວຄວບຄຸມ.
ການຫຸ້ມຫໍ່ friction ແມ່ນແຫຼ່ງຕົ້ນຕໍຂອງ friction ທາງອ້ອມປ່ຽງຄວບຄຸມເສັ້ນເລືອດຕັນໃນ. ໃນປະເພດຂອງປ່ຽງເຫຼົ່ານີ້, friction ວັດແທກອາດຈະແຕກຕ່າງກັນຢ່າງຫຼວງຫຼາຍຂຶ້ນຢູ່ກັບຮູບແບບປ່ຽງແລະການຕັ້ງຄ່າການຫຸ້ມຫໍ່.
ຊ່ອງຫວ່າງນີ້ສາມາດເຮັດໃຫ້ເກີດຄວາມບໍ່ຕໍ່ເນື່ອງໃນການເຄື່ອນໄຫວເມື່ອອຸປະກອນປ່ຽນທິດທາງ. ຊ່ອງຫວ່າງມັກຈະເກີດຂຶ້ນໃນອຸປະກອນທີ່ມີການຕັ້ງຄ່າຕ່າງໆຂອງໄດເກຍ. ຕົວກະຕຸ້ນ rack ແລະ pinion ໂດຍສະເພາະແມ່ນຄວາມອ່ອນໄຫວຕໍ່ກັບການທໍາລາຍ bands ເນື່ອງຈາກການເກັບກູ້. ບາງການເຊື່ອມຕໍ່ valve spindle ຍັງມີບັນຫາກັບ deadbands.
ເຖິງແມ່ນວ່າ friction ສາມາດຫຼຸດລົງຢ່າງຫຼວງຫຼາຍໂດຍການອອກແບບປ່ຽງທີ່ດີ, ມັນເປັນບັນຫາຍາກທີ່ຈະກໍາຈັດຢ່າງສົມບູນ. ປ່ຽງຄວບຄຸມທີ່ຖືກອອກແບບແລະຜະລິດ Awell ຄວນຈະສາມາດກໍາຈັດຄວາມຕາຍຍ້ອນການເກັບກູ້. ເພື່ອບັນລຸຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດທີ່ເຮັດໃຫ້ເກີດຄວາມບິດເບືອນຂອງຂະບວນການ, ພື້ນທີ່ຕາຍທັງຫມົດຂອງການປະກອບປ່ຽງທັງຫມົດຄວນຈະຫນ້ອຍກວ່າຫຼືເທົ່າກັບ 1%, ເຊິ່ງຜົນໄດ້ຮັບທີ່ເຫມາະສົມແມ່ນຕໍ່າສຸດ 0.25%.